
Все про сучасні автоматичні зварювальні апарати
Апарати для зварювання оптичних волокон - це високотехнологічні пристрої, завдання яких полягає в автоматизації комплексу робіт - від поєднання торців волокна до захисту з'єднання. Зварювальні апарати для оптики пройшли довгий шлях від пристрою з оптичним мікроскопом, ручний юстировкой волокон, які дозволяли зрощувати волокна з великими втратами, до повністю автоматизованих апаратів з практично нульовими (0,01-0,02 дБ) втратами і малим відбиттям від зварного з'єднання (< -60 дБ).
Сучасний апарат для зварювання оптичних волокон дозволяє зрощувати волокна всіх відомих типів:
- одномодові (G.652 (G.652D), G.657 (G.657A));
- багатомодові (G.651);
- зі зміщеною областю дисперсії (G.653);
- зі зміщеною ненульовою дисперсією (G.655).
Зварювальні апарати оснащені кольоровим РК-дисплеєм, який дозволяє візуально контролювати всі етапи зварювання оптичних волокон. Завдяки вбудованим в апарат відеокамер оператор може спостерігати за процесом за допомогою кольорового екрану, і повністю контролювати процеси юстування, стикування і зварювання оптичних волокон. Застосування в зварювальних апаратах відеосистеми дозволяє перед початком зварювання візуально контролювати результат центрування, тип серцевини, якість торців і мікрозабруднення зварюються оптичних волокон, а після закінчення зварювання оцінити якість зварювальних з'єднань. Крім того, ряд зварювальних апаратів представляє в цифровому вигляді значення кута відколу і зсуві осей оболонок (серцевини) волокон до і після зварювання, а також розрахункове значення втрат в місці зварювання. Пристрій має зрозуміле і зручне меню. Такі апарати для зварювання оптоволокна містять програми керування зварювальним процесом як для основних типів випускаються ОВ, так і для оптичних волокон спеціальних типів, а також передбачають можливість встановити додатково власну індивідуальну програму зварювання оптоволокна.
В автоматичних зварювальних апаратах вирівнювання волокон може виконуватися по оболонці з їх центруванням в V-образному пазу, а також по серцевині: за профілем заломлення волокна (Profile Alignment System, PAS) або максимизацией переданого через вирівнюється волокна сигналу (Local Injection and Detection, LID) .
Юстирування по оболонці оптоволокна:
Є пасивним видом юстування, які здійснюються за допомогою V-образних напрямних, які фіксують кінці зрощуються ОВ. Даний вид юстирування використовується переважно для зварювання оптоволокна на міських / локальних мережах, де високі вимоги до внесеним звареним з'єднанням втрат не пред'являється.
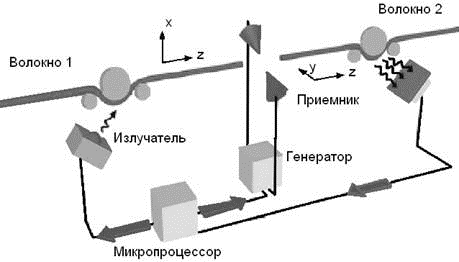
Система LID:
LID-система (Local Injection and Detection). Принцип роботи: оптичний сигнал вводиться через оболонку (за рахунок вигину оптоволокна) одного з зрощуються ОВ, а приймається - через оболонку іншого зрощувати ОВ. Потім відбувається обробка оптичного сигналу мікропроцесором з подальшим відпрацюванням сигналів управління мікропроцесора з допомогою виконавчих пристроїв.
Для введення і виведення сигналів використовуються ізгібние ответвители. Недолік такого підходу полягає в тому, що метод LID допускає роботу не з усіма типами одномодових світловодів, не дозволяючи застосовувати автоматику до волокон в буферному покритті 0,9 мм, а використання згинального ответвителя збільшує ризик виникнення прихованих дефектів в световоде. Однак цей метод дозволяє вирішити проблему, пов'язану з тим, що сили поверхневого натягу прагнуть поєднати осі оболонок, і, отже, розвести (при наявності в волокнах ексцентриситету) осі серцевини волокон. Як результат - додаткові втрати на шві. Тому при даному методі передбачена корекція ексцентриситету. Осі волокон попередньо розлучаються на таку відстань, на яке відповідно до комп'ютерного розрахунку треба розвести осі серцевини волокон так, щоб сили поверхневого натягу поєднали їх при зварюванні.
Система PAS:
У більшості апаратів застосовується система вирівнювання волокон по зображенню в паралельному пучку світла PAS-система (Profile Alignment System). При такому методі юстирування волокна висвітлюються збоку паралельним пучком світла так, що через різницю показників заломлення оболонка і серцевина фокусують світло, діючи як циліндричні лінзи. При цьому формується зображення, на якому видно кордону серцевини і оболонки волокна, що дозволяє визначити ексцентриситет в кожному з волокон. Аналіз зображення лінії, що виконується за допомогою телекамери і вбудованого контролера зварювального апарату, дозволяє здійснити юстировку світловодів. Одночасно контролер системи управління апарату оцінює якість відколу торцевої поверхні волокон і в разі виявлення будь-яких дефектів припиняє процес зварювання. Вона використовується і для грубої юстування, і для тонкого налаштування волокон.

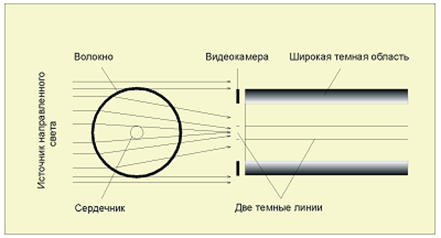
Схема центрування по зовнішньому випромінюванню (PAS метод)
Для швидкого переходу від одного режиму зварювання до іншого у всіх автоматичних зварювальних апаратах вбудовані програми зварювання стандартних оптичних волокон. Для завдання іншого режиму передбачено запам'ятовування встановлених параметрів, які потім доступні при зварюванні аналогічних волокон, що природно прискорює проведення зварювальних робіт.
В сучасних зварювальних апаратах управління процесом зварювання проводиться з урахуванням контрольованих параметрів зовнішнього середовища (вологість, температура, атмосферний тиск і ін.).
Фактори, що впливають на процес зварювання:
Існує безліч факторів, що впливають на процес зварювання
самоцентрування (вплив сил поверхневого натягу розплаву скла)
ексцентриситет серцевини оптоволокна; якість поверхні торців ОВ; якість підготовки оптоволокна (наявність / відсутність мікротріщин);
чистота V-образних ложементів ОВ (відсутність забруднень);
термічні характеристики оптоволокна; якість електродів.
В процесі виготовлення оптичних волокон мають місце деякі відхилення від їх номінальних розмірів. Допустиме відхилення складає всього лише тисячні частки міліметра, а й такі відмінності можуть вплинути на втрати зростка ОВ. В цілому вплив на величину втрат, що вносяться Зростки оптоволокна, надають як відмінності в геометричних характеристиках оптичного волокна, так і похибки його юстування і монтажу.
Процес зварювання:
Зварювання оптоволокна являє собою складний процес, що складається з декількох етапів:
обробка кабелю, при якій зовнішня ізоляція оптичного кабелю знімається, після чого знімається ізоляція і з окремих модулів, в кожному з яких знаходиться до 12 волокон;
волокна очищаються від гідрофобного матеріалу, в якості якого використовується гель - безбарвний або злегка забарвлений;
на волокна одного з зварювальних кабелів надягають гільзи КЗДС (комплект для захисту з'єднань), що складаються з термозбіжних трубок з силовим стрижнем;
на 2-3 сантиметри по кінцях волокон знімається лак, вони протираються спиртом;
після зачистки, волокно сколюється строго перпендикулярно осі, це виконується прецизійним сколювачем з допуском відхилення не вище 1,5 градуса;
зварюються волокна укладаються з V-канавки і затискаються;
- суміщення волокон (юстирування) проводиться маніпуляторами під мікроскопом. У сучасних апаратах це виконується автоматично;
- кінці волокон з мікрозазори між ними розігріваються до потрібної температури за допомогою електричної дуги, після чого мікродоводкой одного з власників поєднуються, час зварювання складе 7-10 секунд;
- апарат перевіряє міцність зварювання механічної деформацією і оцінює затухання на стику, для оцінки міцності місця зварювання в зварювальних апаратах, як правило, передбачається тестування на розрив, при якому проводиться розтягування місця зварювання із зусиллям, рівним зазвичай 200 г, 450 г чи іншим значенням;
- після зварювання волокна місце стику необхідно захистити. Найбільш популярною є термоусадка за допомогою комплекту деталей захисту зростка (КДЗС) або захисної гільзи (protection sleeve). Цей комплект являє собою термоусаживающихся гільзу довжиною 40 або 60 мм, всередині якої розташована трубка з матеріалу з високою плинністю і металевий стрижень діаметром 1 мм. Зазвичай зовнішня трубка гільзи виконується безбарвної, можлива поставка на замовлення кольорових захисних гільз.
Перед зварюванням гільзу КДЗС надягають на один з зрощуються решт волокна. Після зварювання її насувають на місце стику і нагрівають в печі зварювального апарату до температури 100 ... 120 ° С протягом 1-1,5 хвилини.
Сучасні апарати для зварювання оптичних волокон мають компактні розміри, що необхідно при роботі в «польових» умовах.
Працювати з апаратом можна при різних погодних умовах, швидкості вітру до 15-17 м / c, але температурний діапазон обмежений: стандартно це -20 - +40.
Використання апарату для зварювання оптичних волокон при монтажі та експлуатації ВОЛЗ дає гарантії того, що всі місця з'єднань оптичних волокон мають високу механічну міцність і низький показник внесеного в лінію загасання, що важливо в зв'язку з поширенням пасивних оптичних мереж, технологій спектрального ущільнення (CWDM / DWDM ) і зростаючими вимогами до оптичного бюджету ВОЛЗ.
У нашому магазині Ви зможете вибрати і купити автоматичний зварювальний апарат як з вирівнюванням по серцевині, так і по оболонці.
Хіт продажів - зварювальний апарат типу KL-280G , KL-500 - легкий, недорогий, працює з усіма типами оптичного волокна. Так само відмінним пропозицію є зварювальний апарат типу Mini-6S , Mini-4S .
В розділі аксесуари Ви зможете знайти все необхідне для зварювання оптичного кабелю - серветки безворсовие, спирт ізопропіловий абсолютірованний і ізопропіловий ОСЧ, стриппер і т.д.