
«Стандартизація» в бережливого виробництва
- «Стандартизація» в бережливого виробництва Існує безліч визначень Стандарту. Так чи інакше, слово...
- Лист вимірів операцій
- Станадрт інформаційного процесу
- Таблиця пропускної здатності
- матриця кваліфікацій
- Внесок учасника:
«Стандартизація» в бережливого виробництва
Існує безліч визначень Стандарту. Так чи інакше, слово «Стандарт» охоплює різні сфери діяльності людини і характерний для більшості типів бізнесу.
Слід дати ряд визначень, які допоможуть нам обмежити область розгляду Стандарту в цій статті:
1) Стандартизація - діяльність, спрямована на впорядкування в певній сфері, за допомогою встановлення регламентів і положень, що визначають способи багаторазових рішень реальних проблем і завдань.
2) Стандартом називається документ, в якому визначено характеристики продукції, правила здійснення процесів (виробництва, зберігання, перевезення, надання різноманітних послуг тощо)

Погребняк С.І. в своїй книзі «Ощадливе виробництво. Формула ефективності »виділяє 2 види стандартів: Організаційний та операційний.
«Організаційні стандарти - адміністративні правила, керівні вказівки, посадові інструкції тощо
Операційні стандарти - призначені для опису конкретного виконання тієї чи іншої роботи »(1)
З точки зору бережливого виробництва, Стандарт або як частіше звучить, «Стандартизована робота» включає в себе:
- послідовність операцій виробничих процесів;
- деталізацію опису кратну одиничної операції;
- зазначення часу такту виробничого процесу;
- участь в її розробці самих користувачів Стандарту;
- увагу на ефективному виконанні робочих процесів, виключаючи втрати.
Саме стандартизація є основою для здійснення Кайдзен на підприємстві. Іншими словами, Стандартна робота є першим практичним кроком у напрямку до поліпшень (Кайдзен). Детальніше про філософію Кайдзен читайте в статті [ [1 ]]
Важливо відзначити, що Стандартна робота є інструментом для щоденної діяльності співробітників компанії (як для лінійного персоналу, так і для менеджерів середньої ланки). При цьому, вона не є Еталоном, як незмінною усіма прийнятої догмою. Стандартна робота, включаючи в себе ряд загальноприйнятих форм документів, може і повинна змінюватися на увазі змін виробничих процесів, а також змін взаємовідносин між учасниками процесів.
На жаль, на практиці досить часто зустрічається факт, що на етапі впровадження стандартизації робочих місць на підприємстві співробітники формують загальноприйнятий пакет документів, але потім забувають про нього. І як результат, документи як мінімум не оновлюються і як максимум - взагалі не використовуються за призначенням, а просто демонструються керівництву і гостям на підприємстві.
Важливим є усвідомлення учасниками бережливого виробництва, що Стандартна робота є лише інструментом в безперервному вдосконаленні, вона повинна змінюватися на шляху до ідеалу робочого процесу.
При впровадженні Стандартизації на підприємстві, важливо донести до співробітників (учасників), що стандарт виконання операції є найлегшим і безпечним способом виконати роботу / операцію.
Плюси стандартизованих роботи:
1) Це найкращий спосіб зберегти накопичений досвід і кращі практики, які застосовуються будь-коли на підприємстві. Те, що зберігається в голові у однієї людини, в один момент може бути втрачено з відходом цієї людини з компанії.
2) Це практичний інструмент для оцінки ефективності діяльності співробітників як індивідуальної, так і групової. Саме порівнювання роботу співробітника (спостерігаючи за ним) зі стандартом, можна зрозуміти наскільки правильно і ефективно він працює. При коректує дії, можна наочно показати помилки в роботі співробітника, демонструючи стандартну роботу.
3) Це свого роду помічник для процесу виявлення проблем на робочих місцях. У процесі підготовки і заповнення всіх форм Стандартної роботи, ви легко можете виявити потенційні проблеми в процесі роботи. З'являється можливість запобігти їх ще на стадії проектування.
4) Це спосіб навчання нових співробітників. Процес навчання співробітників стає стабільним і результативним. Демонструючи стандарти, сприйняття ключових моментів в роботі поліпшується у співробітника.
У наступній статті ми розглянемо детально форми стандартизованого роботи і як їх використовувати в щоденній діяльності.
Список літератури:
1 Бережливе виробництво. Формула ефективності / С.І. Погребняк, -М .: Изд-во Тріумф, 2013, стор. 99.
Категорія Бережливе виробництво
Стандартизована робота як інструмент стабілізації процесів. Вступ.
У поточних умовах, коли зовнішня кон'юнктура ринку динамічно змінюється і трансформується, стабільність у внутрішніх процесах компанії неоціненна важлива.
Стандартизована робота є інструментом для виробництва товарів і послуг високої якості, в безпечних умовах і за конкурентною вартості.
Стандартизована робота (С.Р.) структурована для забезпечення оператором повторюваної роботи в однаковій послідовності і однакових умовах, формуючи вектор в сторону безпечного, якісного та ефективного виробництва товарів / послуг. Саме С.Р. дозволяє досягти стабільності процесів.
Слід зазначити, що процеси, які описуються в С.Р., можуть істотно відрізнятися один від одного. У своїй споконвічній ролі С.Р. застосовувалася для опису матеріальних процесів (наприклад, для опису робочого місця оператора виробництва, або співробітника складу). Зараз же С.Р. набула поширення і на області інформаційних процесів (наприклад, більшість співробітників офісу не займаються здійсненням матеріальних операцій, а роблять свій внесок через розумову працю або ж за допомогою комп'ютерів).
Можна виділити три базові елементи С.Р .:
1) Такт-тайм (час такту) операції - час за який має бути виготовлено 1 виріб згідно з планом виробництва, або виконана 1 операція / послуга (див. Статті час такту ) Послідовність операцій - це черговість дій, з якою працівник здійснює свою роботу на робочому місці;
3) Стандартний запас для робочого місця - мінімальний запас, що дозволяє виконувати операції без зупинок в тій же послідовності
Як зазначалося в попередній статті Стандартизація в бережливого виробництва , Можна виділити організаційний рівень стандартів і операційний (див. Рис. 1)

У наступних статтях ми розглянемо детально кожну з вищевказаних форм.
Лист вимірів операцій
Лист вимірів операцій - це першооснова для всього процесу стандартизації робочого місця. Заміри здійснюються щодо однієї операції (наприклад переміщення 1 коробки, обробки 1 рахунку тощо)
процес:
А) Уважно спостерігайте за операцією і запам'ятайте послідовність дій
В) Перерахуйте операції в формі вимірів часу операцій (див блан нижче)
С) Здійсніть виміри часу триваючого процесу від першої до останньої
D) Здійсніть виміри часу по різним співробітникам (2-3 чол)
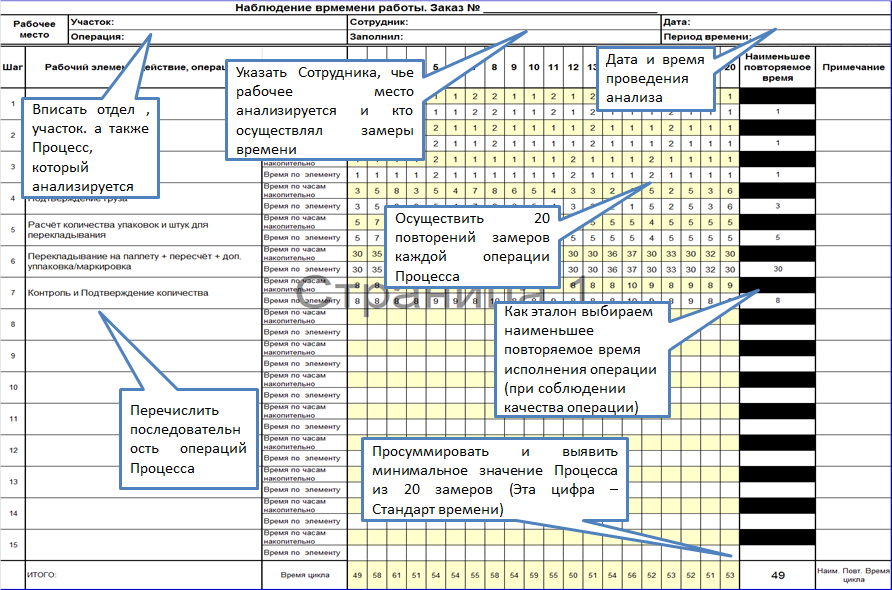
Основні моменти: 1) Бажано з самого початку продумати наскільки дрібно ви можете розбити операцію / роботу. Тобто постарайтеся виконати поділ операції на дрібні дії, час виконання яких кратно секундам.
Наприклад, процес відбору на складі комплектувальником можна розбити на наступні етапи: - отримати завдання на комплектацію; - визначити адресу зберігання товару; - підійти до адресою зберігання товару; - здійснити відбір (підрахунок) потрібної кількості товару; - покласти відібраний товар на віз; - доставити товар в зону упаковки; - завершити / закрити завдання на відбір.
Інший приклад, процес обслуговування Покупця в коласном відділі: - привітати Покупця; - з'ясувати замовлення Покупця (вид продукту); - з'ясувати вагу, необхідний Покупцеві; - взяти з прилавка необхідний обсяг продукту; - підійти до ваг; - взевсіть продукт; - відрізати необхідну кількість для покупця; - зважити продається частина на вагах; - запоковать продається частина продукту; - наклеїти ярлик (штрих код) на упаковку з продуктом; - передати Товар Покупцю; - посміхнутися і запропонувати Покупцеві зайти у відділ ще раз.
Для чого важливо поділ операцій - тільки розбивши на дрібні етапи весь процес / операцію, ми можемо здійснити аналіз та виявити можливу причину довгого виконання операції, а також втрати, які заважають виконувати співробітникам їх роботу більш ефективно (швидко)
Якщо взяти операцію комплектувальника, то дані про те, що він здійснив відбір за 10 хвилин, нам ні про що не скажуть. Наприклад другий комплектовщик здійснив відбір за 5 хвилин, а третій за 15. Це, так би мовити, "суха статистика" яку нам складно проаналізувати. Якщо ж ми здійснимо виміри виконання відборів цих трьох комплектовщиков, записуючи детально час не дрібні операції, ми зможемо порівняти в чому ж причина такої різниці у витратах часу між ними.
2) Операції повинні виконуватися однаково і з забезпеченням необхідної якості при кожному вимірі. Необхідно пояснювати це співробітникам до старту замеров.В іншому випадку, коллебанія в цифрах будуть свідчити про нестабільність процесу (дане питання детально висвітлено в статтях: Про можливість використання контрольних карт Шухарта для управління виробництвом ПВХ -окон , Контрольні карти Шухарта 3) Практично доведено, що для коректної вибірки, необхідно здійснити не менше 20 замірів. 4) Після завершення вимірів, як еталон по кожному рядку виберіть мінімальне значення. Саме воно і буде вважатися стандартним часом для всіх співробітників (за умови виконання вищевикладеного). Будьте готові, що інші співробітники, що виконують ту ж операцію будуть заявляти вам що цей час мінімально і не можливо його повторити. Якщо ви впевнені, що виміри здійснені вірно, наполягайте на своєму. Як доказательтва, можете попросити цього ж ( "кращого") співробітника продемонструвати як він це робить.
У наступних статтях ми розглянемо як безпосередньо здійснювати аналіз операцій співробітників.
Категорія Бережливе виробництво
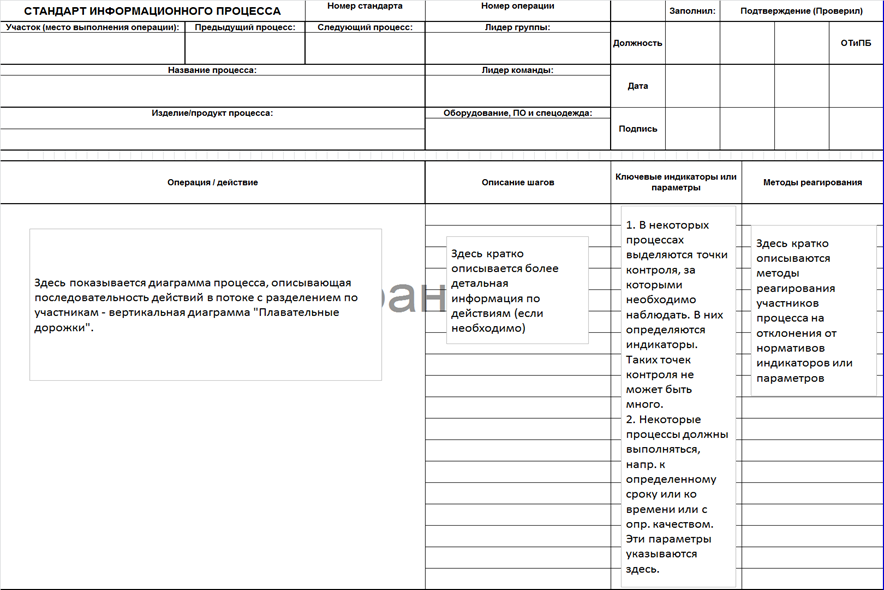
Станадрт інформаційного процесу
Дана форма використовується для опису стандартів організаційного рівня (взаємодій між учасниками інформаційного процесу, взаємодії між відділами тощо)
Якщо з більшою частиною заповнення шапки бланка проблем не виникає, то з осередком "Виріб / продукт процесу" часом відбуваються заминки. Тому конкретизуємо про що мова.
Кожен процес / робота має свій суб'єкт і об'єкт. Якщо суб'єктом для нас в більшості випадків є людина (співробітник, який виконує операцію), то об'єктами його впливу в залежності від операції можуть бути не тільки матеріальні речі (коробка, ящик, машина і т.п.). При виконанні операцій інформаційного характеру ми можемо здійснювати свій вплив на інформаційні об'єкти (рахунки, накладні, навчальні матеріали, комунікація в разі якщо вони є віртуальними).
Тому потрібно чітко розуміти що ж є продуктом процесу для операції аналізірумого робочого місця.
У лівому нижньому полі схематично відображається інформаційний процес (у вигляді блок-схеми, плавальної доріжки або карти інформаційних і матеріальних потоків). Тобто візуально описується процес відділу / ділянки / підрозділу (взаємодія співробітників).
У стовпці "Опис кроків" - прописується послідовність основних операцій процесу (зокрема, це може бути послідовність операцій з листа вимірів операцій).
У стовпці "Ключові індикатори та параметри" - навпаки важливих операцій вказуються важливі моменти, які повинні враховуватися співробітниками при їх виконанні, а також можливі критерії оцінки правильності виконання роботи (результатів).
І, нарешті, в стовпці "Методи реагування" - вказуються способи, кроки, заходи, що повинен зробити співробітник, в разі якщо виявив відхилення від ключових індикаторів (попереднє поле)
У разі, якщо описуваний процес складний і його візуальне відображення неможливо уявити на 1 аркуші бланка, допускається в лівій частині відобразити тільки схему процесу, без вказівки учасників. При цьому розподіл відповідальності між учасниками оформляється на окремому аркуші за стандартною формою.
Категорія Бережливе виробництво
Таблиця пропускної здатності
Основним завданням даної форми є виявлення межі продуктивності виробничого процесу, дільниці, відділу, складу. Тобто скільки максимально може виконати робіт / послуг відділ або ділянку виходячи з обмежень обладнання.
Таблиця пропускної здатності:
-Показує виробничу потужність (обмеження продуктивності певної деталі або послуги).
-Застосовується як ключ для виявлення «вузьких місць» обладнання в процесі, де існують ручні операції
-Чи прикладом організаційного стандарту
-Чи базисом для підготовки діаграми комбінування стандартизованої роботи
Чому при максимальній продуктивності частіше говорять саме про обладнання, а не людських ресурсах? Справа в тому, що на початковому етапі формування виробничої системи, важливо визначити той максимум, який здатне призвести обладнання (виходячи з робочого часу, часу на переналагодження і тих. Обслужваніе). Крім того, з точки зору кількості людей, якщо цей фактор є перешкодою в продуктивності (на увазі недостатність досвіду операторів) можна збільшити кількість операторів (учасників) процесу. Це дозволить виключити зниження продуктивності ділянки через співробітників. У свою чергу, збільшити швидкість произвоства обладнання вище заданих технічних можливостей, практично невозожно (принаймні без втручання в техологіческій процес).
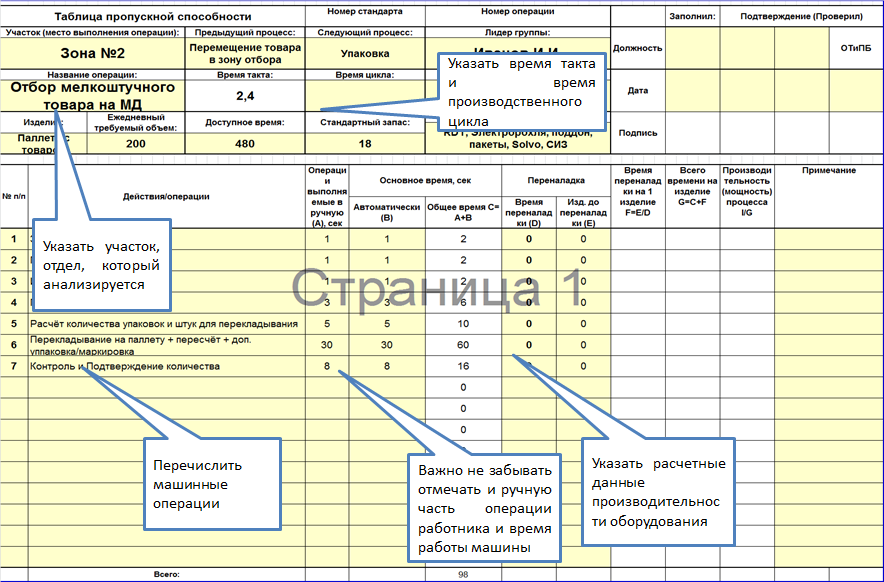 В даній формі прописується як правило виробничий процес в цілому, для виявлення "вузьких місць" у списку ділянок (підпроцесів). Дана таблиця наочно представляє технологічно обмеження і "дає поживу" для аналізу, що ж потрібно змінити в технологічному процесі (операційному процесі) для рівномірного виробництва.
В даній формі прописується як правило виробничий процес в цілому, для виявлення "вузьких місць" у списку ділянок (підпроцесів). Дана таблиця наочно представляє технологічно обмеження і "дає поживу" для аналізу, що ж потрібно змінити в технологічному процесі (операційному процесі) для рівномірного виробництва.
Цю форму теоретично можна використовувати і для аналізу робочого місця (в разі якщо процес складний і пов'язаний з використанням різного обладнання одним співробітником). У більшості ж випадків Діаграми комбінування стандартної роботи досить. {}
Категорія Бережливе виробництво
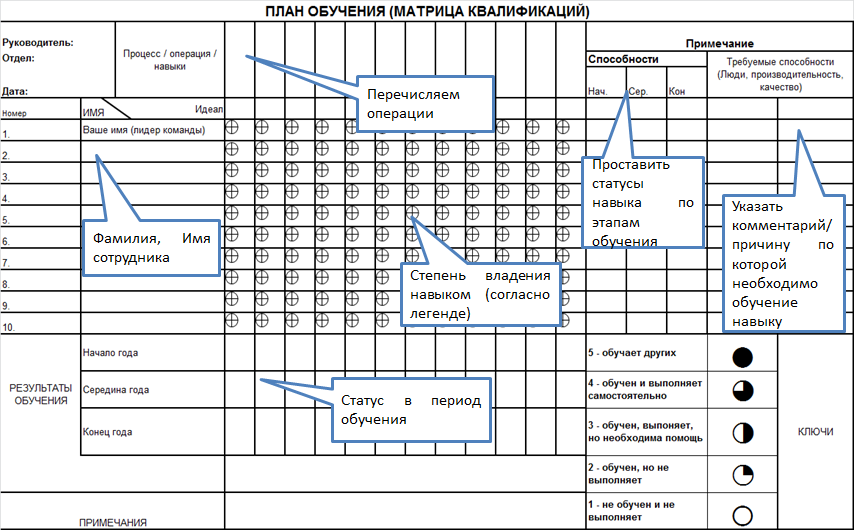
матриця кваліфікацій
Матриця кваліфікацій використовується, як правило, для вирішення двох завдань:
1) відображення кваліфікації співробітників відділу / ділянки, а також візуального відображення навичок співробітника на різних робочих місцях
2) інформування про план навчання / розвитку співробітників
Заповнення форми:
а) Для початку необхідно визначитися які навички, вміння, знання повинні бути у ваших співробітників. Їх потрібно перерахувати в середині шапки (бажано попередньо згрупувавши їх по робочих місцях, або по іншій логіці - для зручності використання)
б) Зліва, по-вертикалі, перераховуємо прізвища та імена співробітників
в) заштриховуєш кругові діаграми в кожної клітинки виходячи зі ступеня володіння навиком в легенді і відповідності статсуа співробітника
г) для планування навчання, внизу вказуються результати навчання, а справа план розвитку навику по сотруніку і чому ця навичка необхідно розвивати у цієї людини (в примітках)
Як результат, ви наочно демонструєте оточуючим, що ви знаєте як потрібно розвивати своїх співробітників. Крім того, самі працівники розуміють, чого ще їм не вистачає для підвищення своєї майстерності і досвіду.
Внесок учасника:
Петров Олексій